
想了解我们的钢板酸洗钝化无缝管高质量高信誉产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:钢板酸洗钝化无缝管高质量高信誉的图文介绍

(4)严防碳钢或低合金钢焊条焊接在高硬度双金属复合耐磨钢板上或过渡层焊条焊在复层面上。
(5)焊接过渡层时,为减小稀释率,在保证焊透的条件下,应尽可能采用小直径焊条,高硬度双金属复合耐磨钢板并采用小规范反极性进行直道焊,以降低基层对过渡层焊缝的稀释。
(6)焊接的关键是提高焊缝一次合格率,减少返修次数。因为焊接接头的高硬度双金属复合耐磨钢板组织和性能十分不均匀,焊缝返修时经常产生热裂纹。
(7)不锈钢设备接触介质的一面焊缝应尽可能 焊接。
(8)严格控制不锈钢表面机械损伤和飞溅物。


在防腐作业时如采用环氧树脂玻璃布进行防腐,外焊缝余高大,将使焊趾处不易压牢。同时焊缝越高则防腐层就越应加厚,因标准规定防腐层的厚度是以外焊缝的顶点为基准测算的,这就加大了防腐的成本。
1.3 外焊缝余高过大对水压扩径后的管形有影响
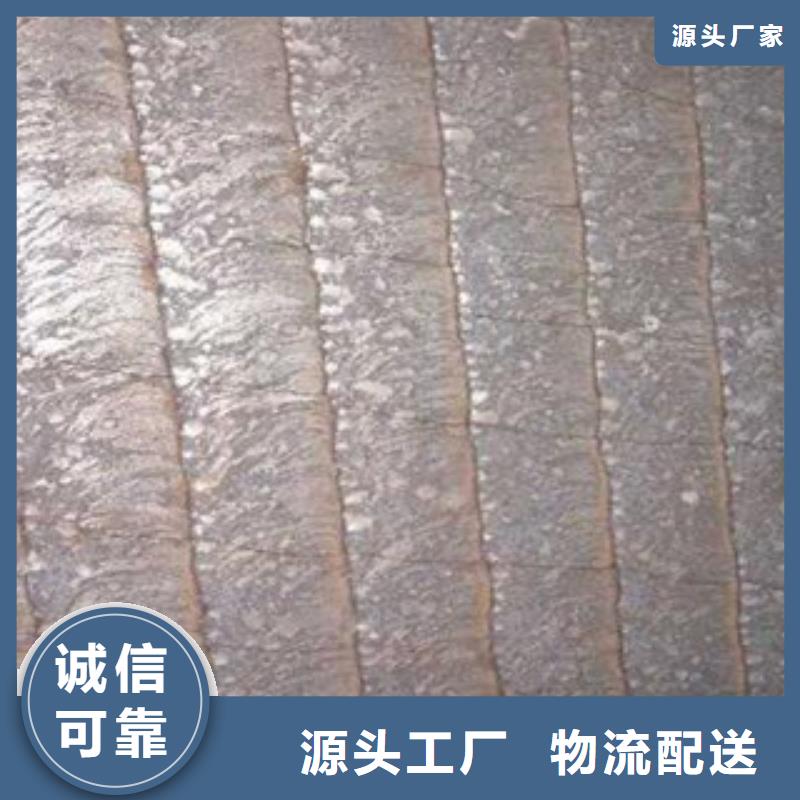
埋弧焊双金属复合衬板在水压扩径时,是通过内腔与双金属复合衬板扩径尺寸一致的左、右2部分外模将双金属复合衬板包住的,因此,焊缝的余高过大,在扩径时焊缝承受的剪应力就大,焊缝2侧就易出现“小直边”现象。但经验证明,当外焊缝的余高控制在2mm左右时,水压扩径时不会出现“小直边”现象,管形不会受到影响。这是因为外焊缝的余高小,焊接接头所承受的剪应力也小。只要这种剪应力在弹性变形范围内,卸栽后产生回弹,管子就会恢复原状
1.3 外焊缝余高过大对水压扩径后的管形有影响
埋弧焊双金属复合衬板在水压扩径时,是通过内腔与双金属复合衬板扩径尺寸一致的左、右2部分外模将双金属复合衬板包住的,因此,焊缝的余高过大,在扩径时焊缝承受的剪应力就大,焊缝2侧就易出现“小直边”现象。但经验证明,当外焊缝的余高控制在2mm左右时,水压扩径时不会出现“小直边”现象,管形不会受到影响。这是因为外焊缝的余高小,焊接接头所承受的剪应力也小。只要这种剪应力在弹性变形范围内,卸栽后产生回弹,管子就会恢复原状



鑫铭万通商贸有限公司生产的 河北合金管,通过了ISO9001:2000国际质量管理体系认证,拥有完善的质量保证体系和先进的管理模式,并被认定为省级“重合同守信用企业”、“质量信得过单位”、“5.18质量、信誉、服务消费者满意单位”等。


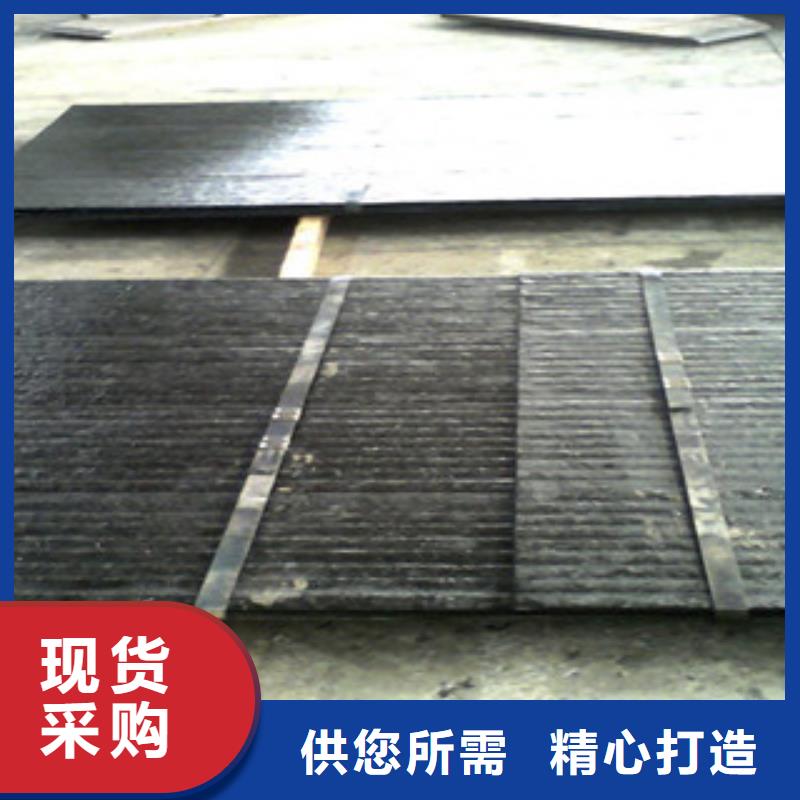
切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。


